Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
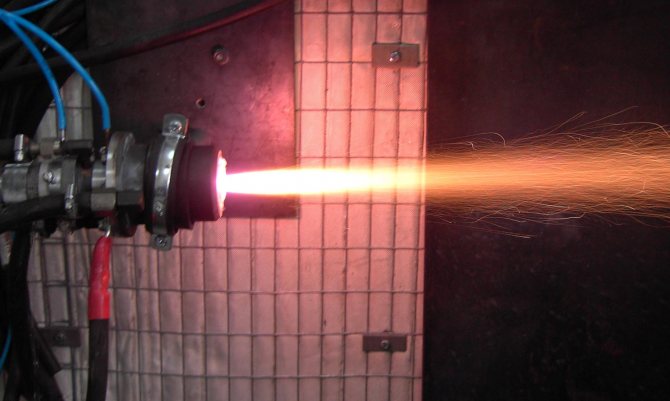
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
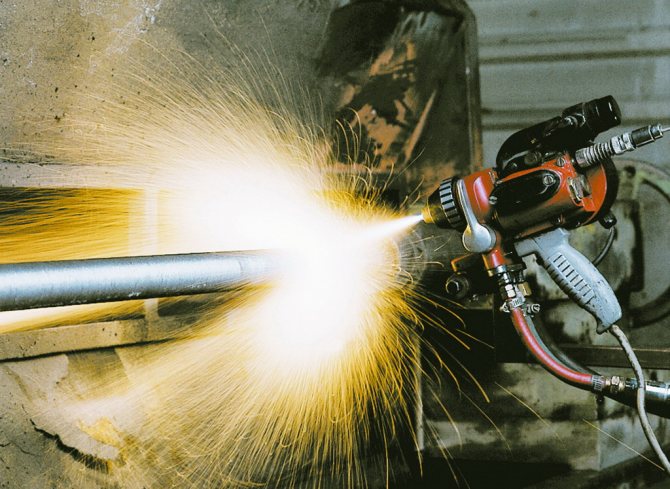
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
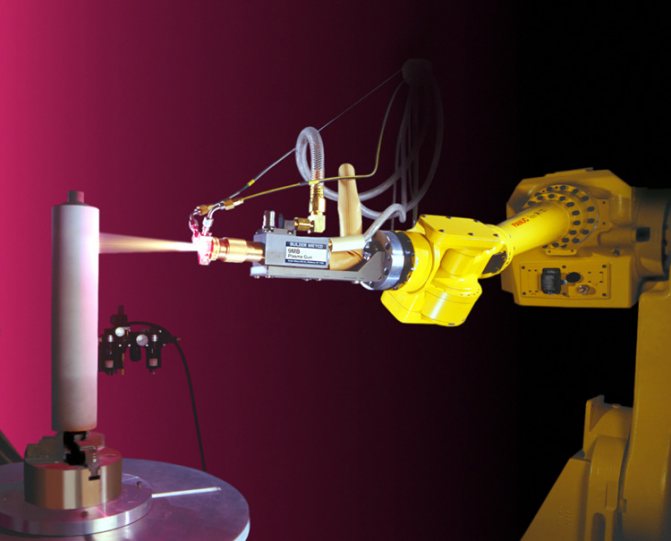
Современная диффузная металлизация предполагает использование более сложного оборудования, чем в случаях, когда применяют газоплазменное оборудование. Для организации процесса диффузной обработки требуется одновременно наличие газовой и электрической аппаратуры.
Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
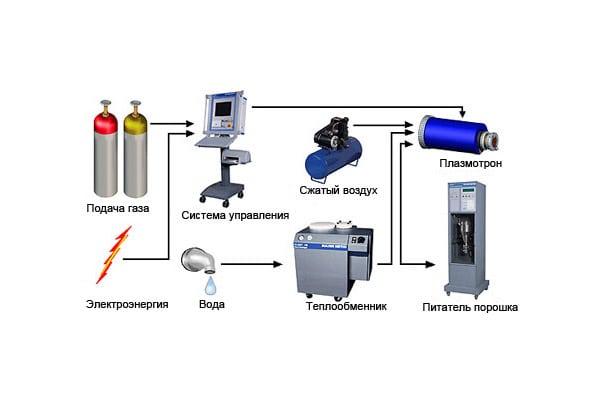
Схема газотермического напыления
Для реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.

Ультразвуковая обработка давлением и ультразвуковое упрочнение
Основными технологическими параметрами ультразвукового упрочнения (УЗУ) являются длительность воздействия (t), диаметр шарика (dш) или радиус скругления рабочей части инструмента (r), амплитуда колебаний (Ак), эффективная масса инструмента (Gин), продольная подача (s), число проходов (i), скорость движения упрочняемой детали (v), исходная шероховатость поверхности (Ra) и качество поверхностного слоя.
Для улучшения физико-механических свойств деталей применяют отделочно-упрочняющую обработку поверхностным пластическим деформированием (сферическим или цилиндрическим наконечником). При этом металл выступов неровностей перемещается в обоих направлениях от места контакта с деформирующим элементом. Высота неровностей уменьшается, образуя новый микрорельеф. Для получения требуемой шероховатости поверхности необходимо к деформирующему элементу приложить минимально необходимую силу, достаточную для протекания пластической деформации.
При обкатывании и раскатывании роликовыми и шариковыми головками, дорновании, протягивании выглаживающими протяжками возможно искажение формы нежестких деталей и деталей переменной жесткости. Сообщение деформирующему инструменту ультразвуковых колебаний (УЗК) снижает величину статической нагрузки при пластическом деформировании металлов.
Схема установки УЗУ (рис. 1) включает ультразвуковой генератор, магнитострикционный преобразователь 5, волновод 3 и деформирующий наконечник 2. Акустическая система укреплена в подвижном корпусе 4, который может перемещаться вдоль оси неподвижного корпуса. Установка и регулирование необходимой радиальной силы осуществляется при помощи тарированной пружины 7 и винта 8. Наконечник 2 совершает УЗК и с небольшой силой Р прижимается к обрабатываемой детали 1.
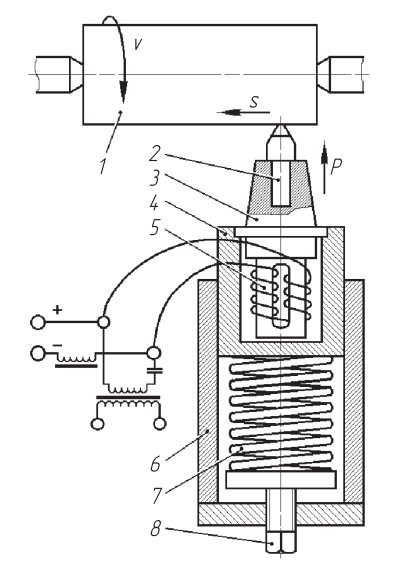
Рис. 1. Схема ультразвукового упрочнения подпружиненным шариком или алмазным наконечником
На практике в качестве инструмента могут применяться стальные или твердосплавные шарики, свободно или жестко связанные с волноводом преобразователя, а при алмазном выглаживании используются отполированные кристаллы алмаза, запаянные в стальные державки. Радиус закругления рабочей части алмазного наконечника 1. . . 4 мм и зависит от условий обработки, материала обрабатываемой поверхности и жесткости технологической системы. Установлено, что при воздействии УЗК с амплитудой Ак = 10 мкм скорость деформации поверхностных слоев возрастает в 100 раз и сопровождается упрочнением. В качестве оборудования для выполнения ультразвукового упрочнения используется серийное оборудование. Ультразвуковой излучатель закрепляется в резцедержателе (рис. 2) .
Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности;
- машиностроительное оборудование и энергетическая отрасль;
- металлургическая и химическая отрасль промышленности;
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль;
- транспортная сфера и производство приборов;
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость;
- жаропрочность;
- коррозийную устойчивость;
- электроизоляцию;
- теплоизоляцию;
- эрозийную прочность;
- кавитационную защиту;
- магнитные характеристики;
- полупроводниковые свойства.

Ввод напыляемых порошков в установки осуществляется с плазмообразующим или транспортируемым газом. Плазменное напыление позволяет получать различные типы покрытий без ограничения по температуре плавления: металлы, комбинированные сплавы, карбиды, оксиды, бориды, нитриды, композит. Материал, который обрабатывается в установках, не подвергается структурным изменениям, но поверхность изделия приобретает необходимые качественные характеристики. Напылять можно комбинированные слои (мягкие и твердые), тугоплавкие покрытия, различные по плотности составы.
Список использованной литературы
1. Борисов Ю.С. Газотермические покрытия из порошковых материалов / Ю.С. Борисов, Ю.А. Харламов. – Киев: Наукова Думка, 1987. – 210 с. 2. Витязь П.А. Теория и практика газопламенного напыления / П.А. Витязь, В.С. Ивашко, Е.Д. Мануйло. – Минск: Навука і техніка, 1993. – 295 с. 3. Кудинов В.В. Нанесение плазмой тугоплавких покрытий / В.В Кудинов, В.М. Иванов. – М.: Машиностроение, 1981. – 192 с. 4. Рыкалин Н.Н. Физические и химические проблемы соединения разнородных материалов / Н.Н. Рыкалин, М.X. Шоршоров, Ю.Л. Красулин. // Неорг. материалы. – 1965. – Т.1. – С. 29 – 36. 5. Терехов Д.Ю. Способ подготовки поверхности перед газотермическим напылением / Д.Ю. Терехов, Б.М. Соловьев // Авторское свидетельство СССР №1638198 AI С23С 4/02 30.08.91 Бюл. №32. – Всесоюзное научно-производственное объединение восстановления деталей «Ремдеталь». 6. Надольский В.О. Способ подготовки поверхности деталей / В.О. Надольский, А.Н. Навознов // Авторское свидетельство СССР № 1758082 AI С23С 4/02 30.08.92. Бюл. №32. 7. Медведев Ю.А. О влиянии шероховатости и степени наклепа на прочность сцепления плазменных покритий / Ю.А. Медведев, И.А. Морозов // Физика и химия обработки материалов. – 1975. – №4. – С. 27-30. 8. Поповкин Б.А. Прогрессивная технология и оборудование для дробеструйной очистки метала / Б.А. Поповкин // Технология, организация производства и управления. – 1978. – №10. – С. 31-35. 9. Ивашко В.С. Прочность сцепления покрытий из самофлюсующихся твердых сплавов / В.С Ивашко // Машиностроение. – 1979. – Вып. 2. – С. 103-105. 10. Кудинов В.В. Получение покрытий высокотемпературным распылением / В.В Кудинов., Л.К. Дружинин. – М.: МИР, 1973. – 85 с. 11. Куприянов И. Л. Газотермические покрытия с повышенной прочностью сцепления / И. Л. Куприянов, М. А. Геллер. – Минск: Навука і тэхніка, 1990. – 176 с. 12. Масино М.А. Организация восстановления автомобильных деталей / М.А. Масино. – М.: Транспорт, 1981. – 176 с.
Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.

При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
Проволоки и шнуровые материалы
Непрерывные электроды в виде проволок разной конструкции применяют преимущественно для металлизации поверхностей. Распыление металла непрерывного электрода требует его обязательного расплавления и перехода в жидкое состояние. При металлизации применяют проволочные материалы диаметром 0,5-5,0 мм, которые подразделяют на следующие группы: 1) проволоки сплошного сечения; 2) порошковые проволоки с металлической оболочкой; 3) порошковые проволоки с органической оболочкой.
Проволоки сплошного сечения, обычно из чистых металлов или сплавов на их основе производят методами волочения. Этот вид проволочных материалов получил наибольшее применение при металлизации. Подготовка проволоки перед напылением чаще всего заключается в обезжиривании и травлении. Обезжириванием удаляют органические загрязнения; травлением — оксидные пленки. Составы ванн и режимы обработки определяются маркой проволоки. Во многих случаях эффективна абразивноструйная очистка проволоки, электрополировка и другие способы обработки.
Из проволок на основе железа наибольшее распространение для металлизации получили углеродистые и низко- и среднелегированные проволоки. Углеродистые и низколегированные стали наиболее целесообразно применять при восстановительном ремонте газопламенным напылением или электродуговой металлизацией. Напыленные покрытия имеют достаточно высокую твердость. Восстановленные изделия по износу не уступают исходным. Для напыления, в основном, применяют проволоку из сталей Ст3; У 7; 40Х; 50ХФА и др. При напылении покрытий из стали У 7 микротвердость металла колеблется в пределах 2100-7750 МПа. Высокоуглеродистые стали и чугуны при их напылении образуют хрупкие покрытия, практически непригодные для эксплуатации.
Порошковые проволоки с металлической оболочкой перспективны для напыления композиционных покрытий. Порошковые проволоки производят вальцовкой ленты в трубку с одновременной засыпкой в образовавшуюся полость дисперсной шихты. При последующем волочении заполненной трубки получают проволоку различных диаметров. При этом легко регулируется отношение между массой порошка и оболочки. Возможны разнообразные сочетания в расположении оболочки и порошка (рис. 3.30).







Шнуровые материалы — это порошковые проволоки с органической оболочкой, которые применяют в основном для газопламенного напыления и реже для плазменного.
Рис. 3.30. Порошковые проволоки (I—III) и шнуровые материалы с органической оболочкой (IV).
Подготовку порошковых проволок перед напылением осуществляют посредством их обезжиривания протиркой сильными растворителями (бензином, ацетоном и др.) или абразивноструйной очисткой.
Прутки и трубчатые электроды
Стержни сплошного сечения изготавливают отливкой. Порошковые стержни формуют из измельченных материалов, например, оксидов, а затем подвергают спеканию. Обычно их диаметр составляет 3-6 мм, а длина 500-600 мм.