Возможные проблемы и их решение
При использовании порошковых пигментов могут возникать различные трудности. Основной причиной проблем с порошками технологи считают недостаточное заземление поверхности, подготовленной для окраски. Чтобы не возникло трудностей с заземлением, его рекомендуют проверять заранее. Показатель сопротивления не должен превышать 4 Ом.
Некачественное заземление приводит к последствиям:
- Ухудшение качества осадка, снижение производительности работ по окраске.
- Непрокраска зон, провоцирующая брак.
- Возрастание потерь порошка, ведущее к перерасходу.
- Ухудшение качества образованного слоя, получение эффекта «корочки», которая предполагает просвечивание металла, склонность к развитию трещин.
- При ручном окрашивании человек может испытывать удары током.
Многие пользователи отмечают, что у них возникают проблемы с материалом, предназначенным для работы. Сырая порошковая краска способна комковаться, забивать сопла и неправильно подаваться на краскопульт. Это ведет к созданию неравномерного слоя, приостановке работ или созданию бракованной зоны.
Сырой порошок комкуется в том случае, если нарушены правила хранения или созданы условия для некачественного сжатия воздуха при начале работ. Чтобы исправить ситуацию, необходимо поменять показатель сжатия воздуха. Изменение давления прекратит порчу материала.
Непрокраска внутренних углов деталей сложной конфигурации – проблема, возникающая в результате неправильного положения факела. Слишком близкое приближение дула пистолета к обрабатываемому углу приводит к сдуванию порошка, образованию непрокрашенных мест, возникновению зазоров.
Как выполнить расчеты
Прежде всего нужно измерить ту поверхность, которая будет обрабатываться, по периметру и рассчитать площадь. Это позволит легко определить, сколько именно банок необходимо приобрести. На настоящий момент краска чаще всего продается в 3-литровых емкостях. Таким образом, к примеру, для окрашивания пола площадью в 30 м 2 при указанном расходе в 0,05л/1м 2 нужно будет приобрести 2 банки. Но это только в том случае, если поверхность ранее была окрашена либо хорошо прогрунтована. Иногда на этикетках указывается и другой параметр — на сколько метров хватает одного литра. В этом случае рассчитать количество банок будет еще проще.
Чем красить металл?
Подходящая продукция – залог успеха, поэтому при работе с металлическими основаниями именно данному фактору отводится важнейшая роль.
Универсальные материалы
Покраска может осуществляться следующими распространенными видами продукции:
- Эпоксидные. Для изготовления таких составов используются силиконовые смолы, которые дополняются отвердителем. Из-за высокой токсичности их применяют только для работ снаружи. Отличаются сложностью нанесения.
- Масляные. Традиционный вариант, в основе которого лежит органическое вещество. Перед обработкой таким составом металл предварительно покрывают грунтом. Из-за токсичности и едкого запаха окрасить детали получится только при хорошей вентиляции.
- Алкидные. Обладают устойчивой востребованностью в случаях, когда нужно обработать металлоизделие. Подходят для внутренних и внешних мероприятий. Если основа хорошо подготовлена и не имеет проблем, то состав может наноситься без предварительного грунтования.
- Акриловые. Современная разновидность на основе полимеров. Нетоксичность и легкость нанесения обеспечивают популярность материала. Состав подходит для покраски металлических поверхностей при условии тщательной подготовки.
- Резиновые. Применяются для наружных работ, отлично подходят для крыш или участков, подвергающихся воздействию атмосферных осадков.

Резиновая краска по металлу часто используется для отделки оцинкованной кровли
Эти растворы считаются классическими и применяются повсеместно. Отдельно стоит порошковый метод окраски. Он сложен тем, что требует задействования специального оборудования и инструментов.
Специализированые варианты
Для обеспечения надежности и долговечности в некоторых случаях требуются специальные материалы:
- Составы, используемые при наличии ржавчины. Представляют собой эпоксидную разновидность с особыми добавками. Создают надежную пленку, предотвращая дальнейшее разрушение. Их наносят без предварительной обработки основания прямо на ржавые участки.
- Для предупреждения коррозии. Такие материалы дают поверхности дополнительную защиту от влаги и кислорода, то есть не позволяют деталям ржаветь.
- Молотковые составы. Образуют интересное декоративное покрытие, напоминающее следы множественных ударов молотка. Обладают хорошей устойчивостью. Для производства применяются различные варианты основы: эпоксидная, акриловая, алкидная.
- Грунт-эмаль. Универсальная разновидность продукции, которая совмещает в себе грунт, защиту от коррозии и краску.
- Кузнечные смеси. В их изготовлении участвуют полимерные соединения, что придает покрытиям прекрасную износоустойчивость. Демонстрируют хорошую адгезию.
- Нитрокраска. Продается в баллончиках. Обладает высокой токсичностью.
Существуют и другие виды красящих смесей – лак и эмаль, которые используются при обработке печей и прочих подобных изделий. Они относятся к термостойким материалам.
Краска «Тиккурила»
Красители марки «Тиккурила» пользуются в наше время вполне заслуженной популярностью. Они образуют на обрабатываемых поверхностях необыкновенно прочную пленку, устойчивую к истираниям и растрескиванию.
Выпускаются красители, предназначенные для окрашивания оштукатуренных поверхностей как в сухих помещениях (в этом случае обычно используются составы на основе акрилового сополимера либо латексные), так и на улице В первом случае расход краски на 1м2 («Тиккурила») составляет 0,1-1/8 л. То есть для окрашивания 8-10 м 2 нужно будет приобрести литровую банку. При обработке поверхностей вне помещения литр средства уходит примерно на 10-14 м 2 .
Расход порошковой краски на 1м2
Покраска заключается в нанесении порошкового красящего вещества на окрашиваемый объект. Материал растворяется под воздействием полимеризации, благодаря чему способен равномерно покрыть окрашиваемый предмет.
Порошковое красящее вещество наносится только 1 раз, так как его слой имеет такую же толщину, как 3 слоя любого другого красящего вещества.
Большим его преимуществом является стойкость — окрашенный предмет получает максимальную защиту от внешних воздействий, таких как изменения температуры, химические вещества, коррозия и механические повреждения.
Можно найти широкий ассортимент порошковых красящих смесей, в том числе полиэфирно-эпоксидные и полиэфирные краски. При выборе стоит проконсультироваться у специалиста, который сможет подобрать количество и состав относительно потребностей.







Стоит выбрать порошковое покрытие, потому что своими свойствами оно превосходит традиционные краски. Порошковая окраска подходит для покраски металлических предметов небольших размеров, таких как:
Информация расхода порошковой краски.
- ворота;
- лестница;
- перила;
- аксессуары и автозапчасти;
- литые диски;
- бамперы для внедорожников;
- рамы велосипедные;
- детали автомобилей и корпуса машин;
- бытовая техника;
- корпуса электротехнического оборудования;
- стеллажи;
- радиаторы;
- светильники;
- элементы фасада;
- желоба;
- подоконники;
- металлическая садовая мебель.
Средний расход варьируется в пределах 140 грамм на один квадратный метр. Но может существенно отличаться от исходного под воздействием различных факторов, в числе которых размер и форма поверхности, ее ровность, способ нанесения и разновидность красящего вещества.
- Размер. В первую очередь необходимо вычислить площадь окрашиваемой поверхности. Если поверхность имеет изгибы, расход может увеличиться.
- Ровность является важным фактором при расчете расхода материалов. Чем ровнее поверхность, тем меньше краски потребуется. Поэтому перед покраской изделия необходимо его отшлифовать до блеска.
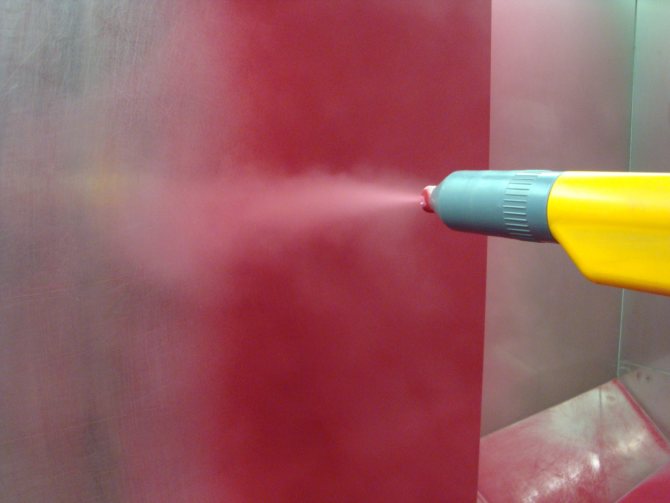
- Способ нанесения. Специалисты советуют наносить краску с помощью пульверизатора. Этот способ нанесения позволяет уменьшить количество используемого материала практически в 2 раза.
- Разновидность. Расход зависит от вида краски. Производители указывают расход и вес красящего состава на таре, в которой находится краска. Если придерживаться всех правил при покраске предметов, расход будет мало отличаться от того, который указан на упаковке производителем.
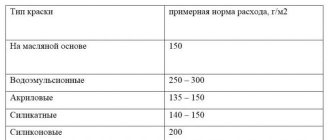
Зависимость расхода от типа красителя
Конечно же, на окрашивание квадратного метра поверхности уходит разное количество разных типов касок. Рассмотрим этот вопрос поподробнее, поскольку при выполнении ремонтных работ он может иметь достаточно большое значение. Так, для окрашивания потолков обычно используется воднодисперсионная акриловая краска. Для обработки деревянных и металлических поверхностей — разного рода эмали. Фасады окрашивают с использованием специальных составов, устойчивых к воздействию воды и перепадам температур. Очень эффективными и удобными в нанесении считаются порошковые средства. Итак, каков расход краски на 1м2 при использовании той или иной ее разновидности?
При работе с порошковой краской
Пройдя через оборудование для порошковой окраски, изделия получают отличные декоративные и антикоррозийные свойства. Экономия материала здесь практически 100% (краска, не осевшая на поверхности, может быть снова взята в работу). Современные линии оборудования для порошковой окраски и декоративной отделки металла полностью автоматизированы.
Среди преимуществ порошка перед эмалями отмечают большую прочность покрытий к механическому воздействию (на удар – 100 кг/м, на изгиб – 4-6 мм). Также стоит упомянуть и о повышенной адгезии (сцепление порошка с поверхностью — 500 кг/нм). Покрытие улучшает антикоррозийные характеристики изделия. Оно может противостоять растворам щелочей, кислот и органических растворителей.
Предметы, окрашенные порошковой краской, способны работать в диапазоне -60°С… + 150°С. Толщина покрытия может составлять от 0.05 до 0.3 мм. Выпускаемые краски такого типа представлены всеми цветами по карте RAL. По типу пленкообразования они делятся на несколько основных групп:
- эпоксидные;
- полиэфирные;
- эпокси-полиэфирные;
- полиамидные.
С их помощью могут быть образованы глянцевые и матовые поверхности.
Работа с порошком более экологична, поскольку не дает выброса паров жидких растворителей. Оборудование для порошковой окраски не требует предварительной грунтовки изделий. Чтобы нанести покрытие достаточно один раз пропустить изделия через линию окраски.
Данный метод обеспечивает производству снижение общих энергозатрат на 20-40%. Процесс окрашивания становится более быстрым и менее трудоемким. Он практически полностью безопасен для персонала и не требует просторных помещений. Вывод очевиден: порошковые краски по многим параметрам использовать выгоднее, чем жидкие.
Описание услуги
Порошковая покраска металла – это современная методика окрашивания и защиты металлической поверхности. Изделие покрывается жидким составом с пигментными порошкообразными частицами, которые удерживаются на детали электростатическим притяжением. Получается высокодекоративное и ровное покрытие, которое не царапается и не повреждается при транспортировке. Способ был создан в 1950-х годах. Сегодня пользуется большой популярностью. Подходит для наружной отделки.
Порошковая покраска металла актуальна для восстановления покрытия автомобиля, медицинского оборудования, защиты и декора стального забора, бытовой техники, спортивного инвентаря, мебели.
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.






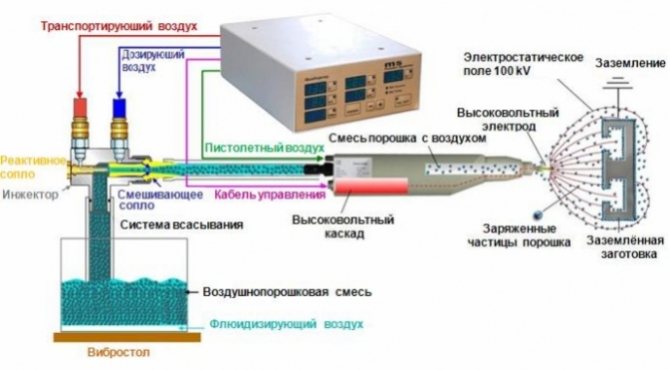
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
- Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
- Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Акриловая воднодисперсионная краска
Такие красители могут быть использованы как для стен и потолков внутри помещения, так и для оформления фасадов. После нанесения они образуют прочную отлично скрывающую все мелкие дефекты обработанной поверхности. Использовать один и тот же вид акриловой воднодисперсионной краски и для стен, и для потолков нельзя.
Назначение состава обязательно указывается на этикетке. Дело в том, что на стенах краситель подвергается гораздо более значительным нагрузкам, чем на потолке. Расход на 1м2 обычно составляет 1/8-1/6 литра. То есть для окрашивания 6-8 м 2 понадобится 1 л такого средства.
Домашняя покраска – технология работы с порошковыми красками

Этапы подготовки:

Очистка. Подходит любой способ, необходимый для конкретного случая:
- механический – шлифмашинкой, щеткой, ветошью…;
- химические средства (растворитель, кислота, щелочь);
- чтобы убрать ржавчину, можно сделать абразивную очистку (в пескоструйном аппарате) или обработать поверхность спец составом (очистителем для металла).
Грунтовка неорганическими красками. Наносится конверсионный слой – защита от попадания под пленку влаги, воздуха, загрязнений.

Пассивирование. Изделие обрабатывается соединением натрия, хром 3 нитратом или фосфатируется, что предотвращает вторичное окисление металла.
Последний шаг в подготовке к покраске – деталь ополаскивается, сушится и охлаждается. Изделие подготовлено. Можно начинать покраску.
В спец камере для напыления на обрабатываемый предмет, который должен быть заземлен, наносится порошок-краситель, для чего используется электростатический пистолет (пульверизатор). Деталь надо располагать так, что бы к нему был доступ со всех сторон. За счет разницы электрических зарядов, сухие частички краски «прилипают» к поверхности обрабатываемого изделия.

Следующий этап – запекание и полимеризация краски. Окрашенное изделие помещается в печь. Там будет проходить основной процесс – оплавление и формирование пленочного слоя. Время, температура обработки зависят от состава красителя. Они обязательно указаны на упаковке. Так же принимается в расчет материал окрашиваемого изделия, в каких условиях оно будет эксплуатироваться.

Последний момент – изделие должно полностью остыть.

Краска ПФ
Пентафталевая эмаль — еще один достаточно популярный на сегодняшний день краситель. Используется она для обработки поверхностей как внутри помещений, так и снаружи.
В том случае, если она наносится на неокрашенную ранее поверхность, расход составит порядка 180-200 гр. материала на 1м 2 . Это очень немного. Если же выполняется обработка поверхности, уже окрашенной, либо наносится второй слой, расход краски ПФ на 1м2 снизится примерно на 40 гр.
При покупке любого красителя, в том числе и пентафталевой эмали, следует учитывать то, что обычно для получения качественной отделки нужно наносить не менее двух слоев. Поэтому при окрашивании новой, никогда ранее не обрабатываемой поверхности придется приобрести средство из расчета примерно 320-350 гр. на 1м 2 .
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две категории:
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.

Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.







Порядок действий:
Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить.
Очищенные детали обезжириваются и тщательно высушиваются. Если требуется, то проводится фосфатирование. Участки, которые не должны быть покрашены, закрываются. Обработанное изделие помещается в покрасочную камеру и заземляется. Для этого его навешивают на подвесах. Зацепы не должны препятствовать равномерному распределению состава. При помощи пистолета порошок напыляется на поверхность детали
Необходимо соблюдать осторожность, ведь при касании состав легко стирается. Если это произойдет, то потребуется нанести новый слой
Для этого наилучшим решением будет наличие передвижного навесного приспособления.
После обработки изделие помещается в печь. Выбирается необходимый температурный режим, процесс нагрева длится от 10 до 30 минут. Чтобы окрасить изделие правильно, нужно соблюдать температуру для каждого слоя: если нанесена грунтовка, то это около 150–160оС, для базового покрытия – 170–180 градусов, а для основного – более 190оС. Естественно, показатели зависят от материала и размера детали. После запекания изделие извлекается из печи. Для полного сцепления краски рекомендуется выждать сутки.
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Качество окрашиваемой поверхности
Новые металлические поверхности требует меньшего количества краски. Для старых, ранее подвергавшихся окрашиванию оснований со следами коррозии потребуется тщательная подготовка. Это позволит сократить затраты расходуемого материала.
Укрывистость смеси и цвет основы
Одним из ключевых характеристик красящих материалов является укрывистость. Краски с высоким показателем способны быстро скрывать первоначальный цвет металлического изделия, следовательно, их потребуется меньше. Составы с низким показателем укрывистости нуждаются в многослойном нанесении, чтобы получить идеальное покрытие.
Что касается цвета, выбранный тон также влияет на расход материала. Светлые составы хуже закрашивают основание, поэтому необходимо наносить 2-3 слоя покрытия. Темные составы быстрее скрывают основу, поэтому расход меньше. Играет роль первоначальный цвет металла. Для закрашивания темных оттенков потребуется больше слоев, значит расход будет выше.
Чтобы рассчитать необходимый расход красящего материала параметры, указанные производителем на банке, важны.
Следует учитывать и дополнительные факторы, влияющие на затраты ЛКМ. Узнать точные затраты лакокрасочного материала по металлу на 1 м² возможно только путем тестового окрашивания. Для приблизительного расчета следует воспользоваться простой формулой: площадь поверхности умножить на количество слоев и умножить на расход материала от производителя.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.

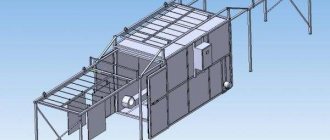
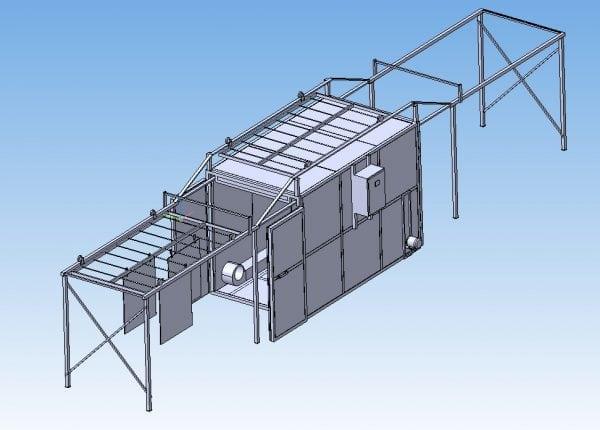
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.







Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Выбираем краску
После того, как мы подготовили оборудование, наступает самый ответственный момент — выбор краски. Сегодня существует огромное количество видов, марок и цветов порошковых красителей. Необходимо разобраться, какой материал нужен именно нам. При окраске дисков своими руками используют следующие виды красок:
- эпоксидные;
- полиэфирные;
- полиуретановые;
- силиконовые.
Эпоксидные краски устойчивы к щелочи и кислотам. Антикоррозийными принято считать полиэфирные. Полиуретановые — стойкие к абразивным веществам и растворителям. Силиконовые — выдерживают даже самые высокие температуры.
Самые известные производители красок: Pulverit, Infralit, П-ЭП 45, Bichon, ТФК, Beckers, Радар, Inver, Flycoat. C помощью продукции этих фирм можно создать совершенно уникальный дизайн дисков своими руками. Есть возможность не только выбрать цвет, но и изменить фактуру дисков: от матовой до глянцевой.
С помощью некоторых видов красок возможно изменения структуры покрытия своими руками. Шагрень, муар, антик и другие виды фактурных красок имеются в продаже. Гамма цветов определяется стандартом RAL.
Порошковая покраска дисков в домашних условиях предусматривает наличие специальной одежды.
Ориентировочная стоимость
В России металлические изделия покрывают порошковой краской за 40-250 рублей за квадратный метр. Стоимость обработки деталей разной сложности приведена ниже:
- Плоские изделия – 90-165 руб/кв.м.
- Плоские гофрированные детали — 130-185 руб/кв.м.
- Объемные изделия – 130-250 руб/кв.м.
- Решетки – 200-210 руб/кв.м.
Стоимость порошковой покраски металла в популярных компаниях страны приведена в таблице ниже.
| Название фирмы | Город расположения компании | Стоимость окрашивания в рублях за квадратный метр |
| Промекс | Ростов-на-Дону | 90-92 |
| ПЗО | Подольск | 92-98 |
| Антей | Санкт-Петербург | 200-250 |
| РосЦвет | Санкт-Петербург | 100-125 |
| АДА-колор | Москва | 100-185 |
| Спектрум | Санкт-Петербург | 150-200 |
| Метра | Краснодар | 190-250 |
| Новаметалл | Воронеж | 150-225 |
| Порошком | Санкт-Петербург | 140-250 |
| Прометей | Раменское | 170-200 |
Услуги частных мастеров стоят дешевле – от 40 до 100 рублей за квадратный метр. Срочность повышает стоимость покраски на 30-40%.
Расход
Привлекательность порошковой краски не вызывает сомнения. Однако нужно точно определить потребность в ней, узнать, сколько уходит красящего состава на каждый м2. Минимальная толщина создаваемого слоя составляет 100 мкм, чтобы сократить использование красителя, желательно его распылять. Аэрозольный способ применения позволяет тратить от 0.12 до 0.14 кг материала на 1 метр квадратный. Но все эти расчеты только примерные, и позволяют определить порядок цифр.






Точную оценку можно дать, зная свойства конкретной разновидности краски и характеристики подложки, на которую ее будут наносить. Помните, что норма, указываемая на этикетках и упаковках, красующаяся на рекламных плакатах, подразумевает окраску поверхности, абсолютно не содержащей пор. Пластик или металл имеют лишь незначительную пористость, и потому даже крася их, нужно будет использовать чуть больше красителя, чем предписано производителем. Когда требуется обработать иные материалы, затраты существенно возрастут. Так что не стоит возмущаться, обнаружив в счетах за услуги по порошковому окрашиванию «завышенные» цифры.
Факторы, от которых зависит цена
Точно сказать, во сколько обойдется покрытие порошковой краской металла, невозможно. На стоимость такой услуги влияют следующие факторы:
- Вид применяемой краски и ее расход.
- Тип исполнителя.
- Обрабатываемая площадь.
- Технология окрашивания.
- Применяемое оборудование.
- Толщина наносимого слоя.
- Геометрия обрабатываемого изделия.
- Необходимость подготовки поверхности (удаления ржавчины и т.п).
- Срочность выполнения заказа.
- Рейтинг, популярность компании-исполнителя.