
Свойства лакокрасочных покрытий зависит от качества используемых материалов, а также от технологии нанесения. Для получения прочного, гладкого и равномерного покрытия применяют краскопульт. Но нельзя просто начать использовать это оборудование – краскопульты требовательны к характеристикам вязкости. Перед началом работы очень важно знать, как разбавить краску для краскопульта. Эти знания помогут получить качественное покрытие.
При помощи этого оборудования можно также существенно сократить время работы, а также сэкономить краску. Но следует учесть два важных момента:
- Не каждый материал пригоден для использования с краскопультом, а сам процесс выбора материалов – очень ответственный.
- Краски должны иметь определенные характеристики по вязкости. Вязкость краски должна быть такой, чтобы не нарушать работу оборудования.

Вязкость ЛКМ или зачем разбавлять краску
Используя дорогую и качественную краску, можно легко получить неудовлетворительные результаты. Важно точно знать, как разводить краску для краскопульта. Можно выделить несколько основных причин:
- Если краска для краскопульта слишком густая, то ее очень тяжело наносить равномерно по всей окрашиваемой поверхности. Слой будет долго засыхать, а толщина отразится на расходе материала и стоимости.
- Если нанести краситель на вертикальные либо наклонные поверхности, жидкая краска начнет стекать, а потеки будут очень неравномерными. Устранить их будет очень сложно.
- Краситель большой густоты не сможет глубоко проникать в поры на поверхности, что негативно скажется на конечном результате.
- Современные модели распылителей не рассчитаны в материалы большой вязкости. Поэтому они забиваются, что требует частой разборки для прочистки внутренних каналов и поверхностей.
- Для получения качественного покрытия после использования жидких ЛКМ следует наносить несколько слоев. Это отразится на прочностных характеристиках, а также на временных затратах.

Когда я слышу слово «покраска», я хватаюсь за пистолет…
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
- корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
- спусковой рычаг, управляющий переключением клапанов,
- выходное сопло для смесеобразования и формирования факела требуемой формы,
- резервуар (бачок) для краски,
- регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.
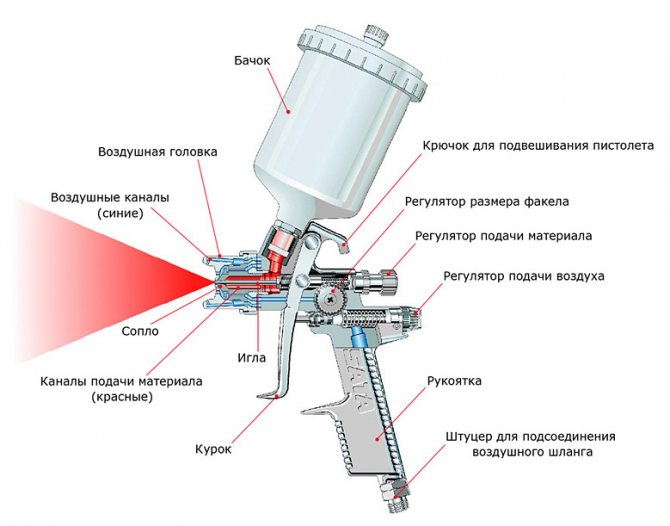
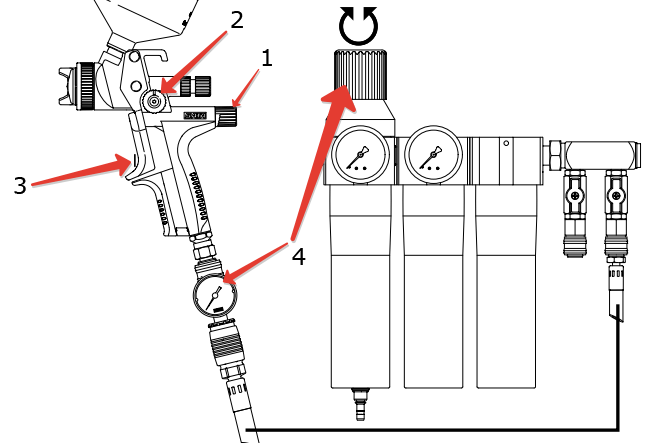
Устройство краскопульта SATA
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
Функции и расположение регуляторов
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
- Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
- Второй ответственен за регулировку хода иглы и количество подаваемого материала.
- На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
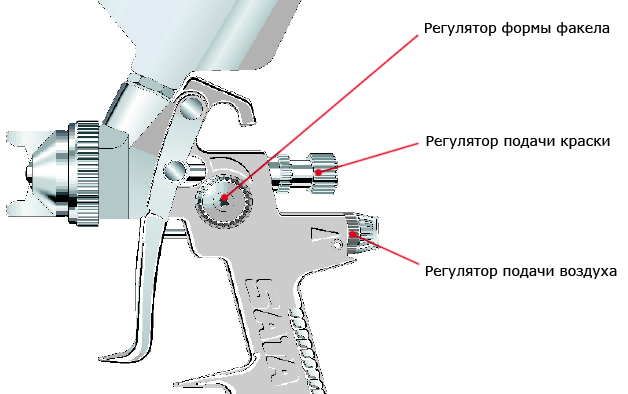
Регуляторы на корпусе краскопульта SATA
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Как измерить вязкость
Чтобы определить уровень вязкости ЛКМ максимально точно и правильно, применяют специальные измерительные приборы – вискозиметры. В качестве единицы измерения принято DIN – секунда. Но проблема в том, что точные технологии определения настоящих характеристик вязкости жидкостей достаточно сложные, а значит – малоприменимы для использования в мастерской или гараже. Поэтому измерения производят в единице измерения – условная вязкость.
Как определить эту уловную вязкость? Этот параметр сводится к замерам времени, достаточного для протекания определенного объема через отверстие с определенным диаметром.
Среди наиболее распространенных вискозиметров можно выделить модели стандарта DIN 4. Он имеет диаметр отверстия в 4 мм. По отечественным стандарта он может называться – ВЗ-4. Нередко, чтобы измерять вязкость, пользуются и ВЗ-246, но здесь приспособление имеет отдельные сопла с возможность их замены – их диаметры составляют 2, 4, 6 мм.

На видео: как определить вязкость краски.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
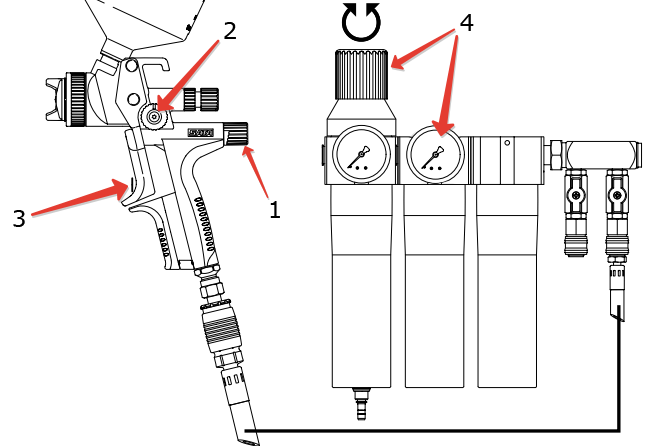
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
Читать также: Как сделать метательный нож из дерева
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Напоминаем, что для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
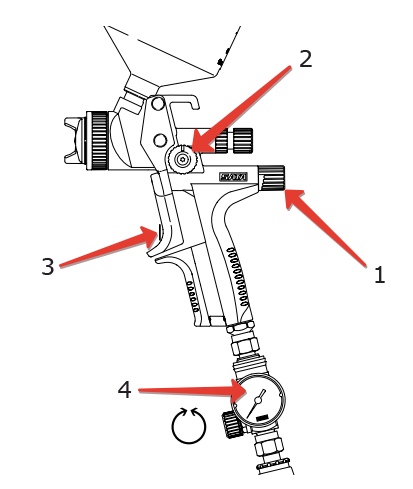
Регулировка входного давления по подключенному к ручке пистолета манометру-регулятору. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем рекомендованное давление на манометре.
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

SATAjet 4000 B RP Digital со встроенным цифровым манометром
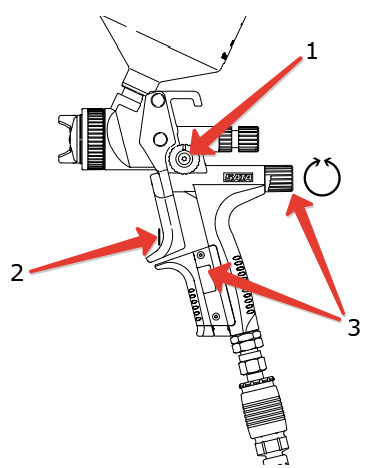
Если пистолет оборудован встроенным манометром. 1. Полностью открываем регулятор факела. 2. Нажимаем на курок. 3. Устанавливаем рекомендуемое давление, вращая регулятор подачи воздуха на краскопульте.
Если манометр без регулятора
Если манометр без регулятора. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Вращая регулировочный винт на редукторе компрессора или фильтр-группе, устанавливаем рекомендованное давление.
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 а воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета.
Как использовать вискозиметр
Прежде чем разбавлять краску для краскопульта, следует измерить вязкость. Схема работы с прибором следующая.
Первым делом закрепляют измерительный прибор в вертикальном положении. Под него устанавливают чистые стаканчики – достаточно одного стакана. Емкость должна иметь объем более 100 мл. Затем сливное отверстие в приборе закрывают и наливают краску вровень по краям. Далее лакокрасочному материалу дают отстояться и после этого сливное отверстие открывают.
Нужно не забыть в этот момент включить секундомер. Конец измерения будет тогда, когда краска перестанет течь струей и начнет капать. На секундомере фиксируют время – это и сеть данные условной вязкости. Например, вода имеет вязкость в 13 сек.

Нужная вязкость для качественного результата всегда указывается производителем на упаковке. Однако на величину могут влиять и другие факторы. Это температура воздуха, а также уровень влажности. Если на упаковке отсутствуют какие-либо данные о консистенции ЛКМ, тогда можно использовать следующие показатели:
- Уровень вязкости эмалей для окрашивания металла автомобилей должен составлять 15-20 сек;
- Масляные эмали и красители на масляной основе должны иметь уровень в 15-25 сек;
- Вязкость грунтовок должна составлять от 15 до 30 сек;
- Лаки разбавляются до 18-20 сек;
- Латексные краски могут иметь вязкость от 35 до 45 сек.
Если невозможно провести измерения с помощью специальных инструментов, тогда ее определяют визуально. Так, краска должна напоминать по густоте жирное молоко.

Получить правильный уровень вязкости краски для краскопульта можно с помощью добавления растворителей, который подбирают в зависимости от типа ЛКМ.
Применение краскопульта
Покраска краскопультом водоэмульсионной или любой другой краской не является сложным процессом. Подробная инструкция по эксплуатации и настройке самого инструмента обычно прилагается в паспорте к оборудованию.
Важно! Внимательно изучите его перед тем, как приступать к выполнению работы. Попробуйте провести предварительную заправку инструмента, чтобы вы досконально понимали, как он функционирует.

В ходе самой процедуры окрашивания обязательно учитывайте следующие правила, которые помогут вам избежать технологических ошибок и перерасхода смеси:
- Качественно подготовьте окрашиваемую поверхность — заделайте трещины и дыры, удалите строительный мусор, следы ржавчины и пыль, зашлифуйте основание.
- Протрите поверхность подходящим составом:
- при использовании акриловой или латексной краски — водой с мылом;
- при нанесении масляной — уайт-спиритом.
- Протрите чистой тряпкой, смоченной водой, дождитесь высыхания поверхности.
- Защитите соседние поверхности пленкой, а себя — респиратором, перчатками и спецодеждой.


- При окрашивании потолка постепенно передвигайтесь с одного участка на другой. Если много краски нанести на один промежуток поверхности, раствор будет капать вниз или застынет в виде подтеков.
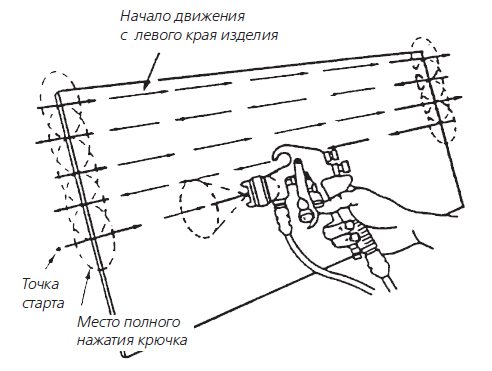
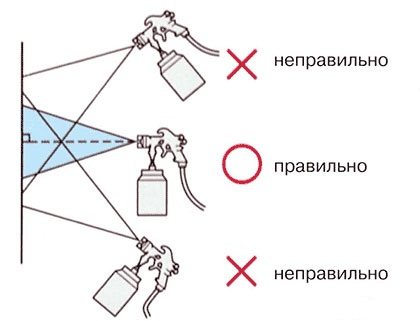
- Струю направляйте строго перпендикулярно к поверхности, круговыми движениями.
- Перед нанесением следующего слоя, убедитесь, что предыдущий — высох. Согласно стандартам, техническая пауза должна составлять не менее 6-12 часов (время зависит от состава краски).

Важно! О том, как правильно красить электрическим краскопультом, просмотрите в этом видео.
Виды красителей, подходящие для распылителя
Для покрасочных работ (если используется пульверизатор) хорошо подходят следующие виды ЛКМ:
- Акриловая.

- Водоэмульсионная.

- Масляная.

- Алкидная.

- Нитроэмали.

Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».

SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Несколько слов о растворителях
Чтобы получить нужную вязкость, применяются растворители. Самый простой способ – это применить тот растворитель, который рекомендован производителем. Чтобы не получить проблемы в случае несовместимости растворителей и красок, специалисты рекомендуют покупать оба материала одного бренда.
Существуют общие рекомендации, что можно использовать для разбавления различных видов красящих материалов:
- При покраске водоэмульсионной краской их можно разбавлять дистиллированной водой, а также спиртами и эфирами. Обыкновенную воду применять не стоит – она в процессе высыхания является причиной образования на поверхности белого налета.

- Красящие составы на масляной основе разбавляют олифами, масляно-смоляными лаками или уайт-спиритом.

- Эмали разбавлять бензинами, растворителями №645 и 646, сольвентом, уайт-спиритом, ксилолом.

- Двухкомпонентные ЛКМ первым делом следует смешать, а затем убедиться, что вязкость верная. Для этого нужен вискозиметр – с помощью него можно точно узнать вязкость измеряемой краски.
Дополнительные свойства
В зависимости от состава и свойств растворители делят на:
- Неполярные, включающие в свой состав углеводороды в жидком состоянии, − это керосин, Уайт-спирит.
- Полярные, химическая форма которых имеет группу (ОН). Относящиеся к ним спирты используются для растворения водоэмульсионных красок и акриловых эмалей.
При выборе растворителя учитывают, что полярная группа подходит только к тем лакокрасочным материалам, которые считаются полярными, и наоборот. Ксилол и бензол относятся к универсальным растворителям, которые сочетаются с любыми красящими веществами.
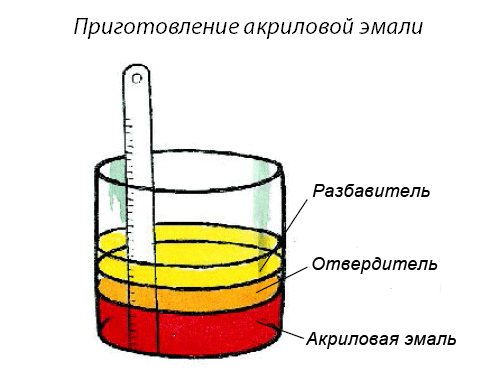
Особый случай или акриловая краска
Дело в том, что акриловые красители созданы на базе двухкомпонентных красителей. Если в случае с той же масляной или алкидной краской можно добавить растворитель в нужном количестве, то здесь следует знать, как разбавлять краску правильно, чтобы не испортить материалы.
Первым делом при работе с акрилом краситель смешивают с специальным отвердителем. Пропорции необходимо соблюдать те, которые указал производитель. Недостаток, как и чрезмерное количество отвердителя негативно повлияет на характеристики покрытия.

Далее, использую вискозиметр, проверяют вязкость и, если это необходимо, добавляют растворитель. После получения качественного по вязкости результата разведенную краску можно заливать в краскораспылитель и начинать работу. Окраска будет качественной.
Измерить нужное количество базового красителя и отвердителя можно двумя способами:
- при помощи специальной измерительной посуды;
- мерной линейкой в цилиндрической емкости, подходящей для краски.
Использовать мерные линейки просто. Краска наливается в цилиндрическую емкость, далее туда опускается линейка — когда уровень краски без добавки отвердителя достигнет 40 см, то чтобы получить пропорцию 1:4, достаточно добавить отвердителя до 50 см по линейке.

Краскопульты для акрила и вязких красок
В промышленности для вязких ЛКМ используют специальные распылители. Краскопульт для акриловой краски представляет собой аппарат безвоздушного распыления. Так, насосом в сопло распылителя подается не воздух, а краситель под высоким давлением. Но такое оборудование дорогое.
Существует и более демократичный краскопульт для акриловых красок – это обыкновенный инструмент, где воздух подается не только в сопло, но и в бачок для красителя. Лишнее давление давит жидкость через специальную сифонную трубку.

Делаем замес
Прежде чем заправить пистолет, следует смешать составляющие приобретенной краски.
Для правильного смешивания компонентов, при котором получается окрасочный материал требуемой вязкости, необходимо выполнить следующие условия.
Посуда
Важно, чтобы тара, в которой мы проводим смешивание, была строго цилиндрической формы (плоское дно и вертикальные стенки). Только в такой таре можно равномерно перемешивать компоненты и правильно отмерять их количество.
Лучше, если это будет специальная мерная посуда в виде прозрачной пластиковой банки с крышкой. На такие банки нанесена разметка, позволяющая смешивать материалы в необходимом объемном соотношении (1:1, 2:1, 3:1, 4:1, 5:1 и т.д.).

Мерная емкость для приготовления ЛКМ
Также для дозирования и перемешивания ЛКМ удобно пользоваться специальной линейкой с метками, определяющей объемные доли компонентов.
Наливаем основу в цилиндрическую посуду до определенного деления, а после до нужной отметки доливаем отвердитель (если добавляется), затем растворитель. Все той же линейкой перемешали — и готово. Нередко мерная линейка продается вместе с комплектом краски, а на всех фирменных банках указаны пропорции согласно этим линейкам.
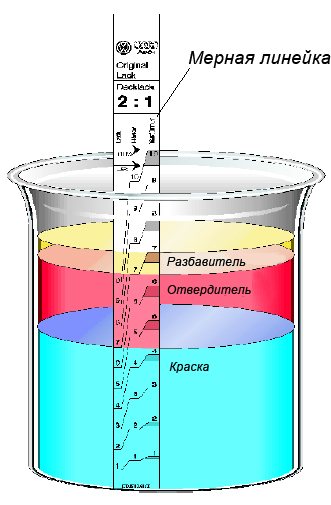
Необходимое количество компонентов удобно отмерять с помощью мерной линейки. Затем той же линейкой поболтал — и готово
Пропорции
При том изобилии, которое воцарилось на лакокрасочном рынке, дать, как говорится, один рецепт на все случаи жизни невозможно по определению. Да и не нужно этого делать. Есть TDS — остальное сами знаете от кого.
Тем не менее, обозначить некоторые общие ориентиры было бы полезно. В принципе, мы уже говорили о них немного выше: в двухкомпонентные продукты обычно добавляется до 50% отвердителя и 10-20% разбавителя. Степень разбавления базовых эмалей колеблется, как правило, в пределах 50-80%. Ну а точные пропорции смотрите уже в инструкции к конкретному продукту: все баночные лаки и эмали имеют указания в виде пиктограмм, которые информируют, в какой пропорции нужно развести краску с отвердителем (если материал двухкомпонентный) и разбавителем.
Напоминаю: в однокомпонентные материалы (алкиды, базовые эмали, 1К-грунты) добавляется только разбавитель; в двухкомпонентные (акриловые эмали и лаки, 2К-грунты) сначала добавляется отвердитель, затем смесь доводится до нужной вязкости разбавителем.
Если же вы заказываете краску на подборе в лаборатории, то вам выдадут комплект компонентов (обычно заказывают комплектом), смешав которые вы получите готовый к применению материал с рабочей вязкостью — как говорится, «под распылитель». Либо выдадут уже разведенную краску (разумеется, это касается только базы, поскольку время жизни двухкомпонентных материалов после смешивания строго ограничено).
Добавки
Описание рецептов приготовления лакокрасочных коктейлей было бы неполным без упоминания о добавках — материалах, применяющихся для изменения отдельно взятых характеристик эмалей, лаков или грунтов.
Например, для создания шероховатой поверхности — очень часто так окрашиваются пластиковые бамперы внедорожников — существуют структурные добавки разной степени зернистости. И вообще, чтобы краска на пластике не трескалась, в нее обязательно добавляется 20-40% пластификатора. Есть матирующие эластификаторы, разработанные для снижения степени блеска и окраски пластиковых деталей типа боковых накладок автомобилей Mercedes-Benz.
При покраске эффектными двухслойными покрытиями эти добавки нужно подмешивать к покровному лаку (пластификатор рекомендуется добавлять еще и в грунт-наполнитель). Подробнее о добавках и их применении читайте здесь.
Что делать если смесь слишком жидкая
Если Ваш раствор утратил свою вязкость в следствии чрезмерного разбавления, вернуть ему былую консистенцию, можно только двумя способами.
- Добавить в него точно такую-же, но более густую краску. Если речь идет о масляных, алкидных или нитроэмалях, можно попробовать добавить в раствор алкидынй лак, или иную связывающую смесь, используемую в производстве Вашей краски.
- Дать отстояться несколько часов или дней, периодически перемешивая. Так как растворитель имеет свойство испаряться, то определенная его часть выйдет. Желательно увеличить площадь испарения и установить емкость в постоянно проветриваемом месте.
Из крайних вариантов, которые явно скажутся на качестве материала, можно попробовать охладить краску в холодильнике. Если цвет белый, можно попробовать добавить наполнителя (гипс, мел, тальк).
Отклонения от нормы
При любом несоответствии параметрам, заданным производителем, могут возникнуть трудности с нанесением материала. Если жидкость обладает слишком высокой вязкостью, то это затруднит ее прохождение через отверстие краскопульта, и эмаль будет наноситься на поверхность неровно. При слишком низких показателях, эмаль будет стекать с поверхности, могу появиться разводы и непрокрашенные участки.
Слишком большая вязкость краски не позволит проходить ей, через отверстие краскопульта
Благодаря измерению вязкости можно так же проверить и качество материала – добавлялся ли какой-то растворитель в краску производителем или дистрибьюторами, или нет. Так как некоторые дилеры могут смешивать краску с дешевым некачественным растворителем, с целью понижения стоимости материала, как хорошего конкурентного преимущества.
Наш кузов. Осталось залить краску в бачок краскопульта и можно приступать к покраске. Но перед этим ее обязательно нужно правильно разбавитьи довести до необходимой рабочей вязкости.
Сегодня вы узнаете:
- зачем контролировать вязкость и чем чревато ее отклонение от нормы ;
- как и чем измерять вязкость ;
- средняя рабочая вязкость для различных ЛКМ (акриловая эмаль, база, лак, грунты) ;
- в какой посуде готовить ЛКМ и как соблюдать правильное соотношение компонентов ;
- как приготовить акриловую, базовую эмаль и бесцветный лак ;
- как отфильтровать краску .
«Вязкость» от латинского viscosus — липкий, клейкий.
Давайте на примере грунта-наполнителя разберемся, почему так важно доводить лакокрасочные материалы до нужной вязкости.
Итак, поверхность, которую мы собираемся покрывать наполнителем, имеет различного рода микронеровности, оставшиеся после подготовки (шлифовальные риски, поры и т.д.). Так вот, если мы нанесем слишком жидкий наполнитель
, его тонкая пленка будет не в состоянии с запасом на шлифовку перекрыть эти микроуглубления (по аналогии: если положить на дно банки камушки и налить воды, не покрывая камни «с головой»). В результате поверхность останется неровной, а материал, по большому счету, потрачен зря. Приходится делать лишнюю работу — повторно наносить наполнитель. А это лишние расходы времени, материалов и бесценных нервов подготовщика/маляра.
Возьмем обратную ситуацию с нанесением слишком густого наполнителя
. Казалось бы, здесь проблем уж точно не должно быть. Как бы не так. Слишком густой и нетекучий наполнитель, опять-таки, не сможет толком заполнить все микронеровности — его проникающая способность слишком низкая и он попросту не способен затечь в эти углубления (как футбольный мяч не может упасть в лунку для гольфа). Покрытие получается неплотное, наполнитель плохо сцепляется с поверхностью и в дальнейшем начинает отслаиваться. Не слишком радужная перспектива, однако и на этом неприятности не заканчиваются. Очень густой наполнитель не сможет растечься по поверхности гладким слоем, в результате чего образуется повышенная шагрень, что приводит к мучениям и перерасходу шлифовальных материалов при шлифовке. И это только грунт-наполнитель! Что уж говорить за краски и лаки. Глянец, оттенок, адгезия опять же… Все это напрямую зависит от вязкости.
Вы можете спросить: «А что, если развести пожиже, чтобы везде затекло, хорошо сцепилось и растеклось гладко, а нанести потолще, чтобы был запас для выравнивания шлифовкой?» Не советую. Толстый слой жидкого материала содержит большое количество растворителя — покрытие будет очень долго отвердевать (до полного высыхания не часы и не дни — месяцы), а нанесенная поверх не высохшего грунта эмаль может сморщиваться и отслаиваться. Кроме того, повышается вероятность возникновения такого распространенного дефекта, как «кипение» и множества других дефектов.
Итак, зачем нужно контролировать вязкость мы разобрались — для того, чтобы пленка лакокрасочного покрытия была красивой и надежной. Как же ее измерить-то, эту вязкость?
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
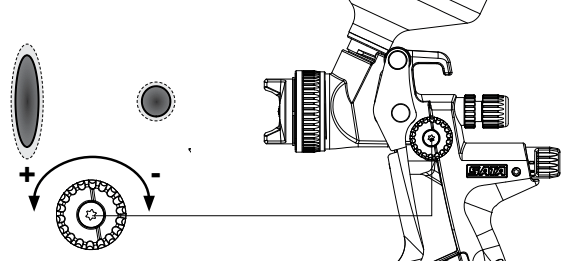
Помните, что максимальный размер факела можно получить только при достаточной подаче ЛКМ.
Шагрень на лаке
Одним из показателей качественного ЛКП является отсутствие шагрени – характерной волнистости окрашенной поверхности. Чем ниже и мельче шагрень, тем более четкие границы, отражающихся в кузове предметов. Разница в шагрени между деталями сразу выдает перекрашенную деталь.

Причин появления чрезмерной шагрени несколько:
- ошибки при смешивании компонентов лака;
- неправильная консистенция лака;
- нарушение технологии нанесения;
- пренебрежение рекомендациями производителя лакокрасочных материалов;
- неправильная настройка краскопульта.
Устранение шагрени возможно при помощи шлифовки и последующей полировки. Однако процесс этот довольно трудоемкий, особенно если обрабатывать нужно большие площади. Разумнее не допускать появление шагрени, чем устранять ее постфактум.
Выводы
Разбавленный до нужной консистенции красящий материал ложится на поверхность равномерно и результатом будет окрашивание высокого качества. Подбор растворителя и разбавление краски делается по инструкции от производителя. Если КМ вязкий, то он не покроет все неровности, на поверхности образовываются подтеки. Жидкий краситель будет стекать. Только правильный выбор по вязкости КМ окрасит качественно любую поверхность.
Все мы знаем, что хорошим краскопультом можно успешно красить большие и маленькие поверхности, а также некоторые изделия равномерным, тонким, гладким слоем ЛКМ, экономя при этом драгоценное время и саму краску. Перед началом работ всегда необходимо подготовить краску или другой состав для работы.
Мы также знаем, что не все краски одинаково полезны для нашего краскораспылителя. Густую краску обязательно нужно процедить и разбавить согласно инструкциям, указанным на упаковке или в инструкции по применению распылителя. Конечно же, если у вас не краскопульт для вязкой краски.
Особенности измерения
Вязкость — одно основное свойство лакокрасочного вещества. Он характеризует сопротивляемость жидкости к перемешиванию. Это физическое свойство может измеряться в таких единицах: стоксы, метры квадратные в секунду, DIN.

DIN — это зарубежный стандарт, который применяется в описании характеристик.

Он означает количество секунд, которые затрачивается на распыление какого-то объема лака из сопла определённого размера.











